
嘉兴三井光電—东莞宏帅电子
作者:三井光電
最近几年随着国家关于环保政策及治理方案的出台,传统的煤炭蒸汽供热必将被限制整改。目前瓦楞纸板生产线品质工艺要求离不开供热系统,热量消耗较大,要求热量供应必须适应复杂的工艺品质要求 ,作为比较经济效益较高的电磁加热系统代替传统的煤炭锅炉蒸汽加热很早就有人提出,在纸板工艺领域电磁加热会逐渐取代传统的锅炉蒸汽加热。
电磁加热的原理是利用经过高频变换的电流在线缆内产生高速变化的磁场,从而在接触的金属内部产生交变的涡流,使被加热物体自身内部产生加热的效果。纸板瓦线改电磁加热带来的好处是:1.安全 线缆本身不发热,是靠被加热金属本身发热;2.加热速度快,本身发热相对于传导加热时间短,对温度易于控制;3.热利用率高,加热效率比传导式加热的效率高30—70%以上,热量浪费少;4.使用寿命长,设备维护成本及人力成本投入少。但由于纸板瓦楞生产线耗费热量大,对加热所需的功率也相对较大,而纸板线本身也需要较大的用电负荷。通常在国内一条自动化水平较高 的瓦线,用电负荷功率大致在350-500KW左右,而一条线若采用电磁加热。供热所需要的负荷功率在最合理的配置下也应该在500—600KW左右,这就要求瓦线纸板厂家在原有的用电容量上增加负荷,从而提高了制造成本。由于这个原因 ,早些时段提出对瓦楞纸采用电磁加热的厂家迟迟未能实现电磁加热方案。因此,关于用解决用电负荷已成为瓦楞线采用电磁加热首先要解决的瓶颈问题。
解决这个问题须根据瓦线自身的工艺特点来相应地调配瓦线用电功率的分配来解决。由于供热过程大部分所需的功率是在瓦线开机前的温度预热上。即使采用传统的蒸汽加热,也必须在瓦线开机前通过锅炉加热1-2小时才能使温度达到140-180℃左右(正常开机坑机温度大致在180℃左右 ,糊机温度在140-160℃左右)瓦线加热耗费的功率大部分在前期温度提升上,后期热量的消耗属于热量补充式加热,耗费的功率并不是很大。假设一条瓦线日产量50T纸含水量按最大10%来算,50*10%=5T,热量损耗大约在5T蒸汽的热量,而传统的蒸汽供热损耗浪费较大,传输远,隔热效果差,散热面过大,利用率不高。按5T蒸汽的热量计算:
Q=C*M*⊿T
Q--为热量,单位:焦耳kJ
C--为水的比热容,单位:kJ/(Kg*℃) 4.2×10³ J/(kg℃)
水取M—水量,单位:Kg
⊿T —温度.差
Q=5000× 4.2×10³ J/(kg℃) ×(180-10) =357×10^7 J/(kg℃)
换算成功率×24H大致需 即1624KW.H
事实上在实际的生产过程中,在预热提升温度的阶段全功率的投入,补偿方式加热时只投入原来功率的10-30%就够了,这样瓦线正常生产补偿加热所需的容量并不是很高,工厂原规划的容量基本上可以够用。通常瓦楞纸板厂用电规划容量属于大工业用电规划,基本上采用1250变压器,可供两至三条生产线的容量。大工业用电标准基本上在低谷口用电价格在0.32元/KW.H左右(广东南方电价标准,北方可能更低)能耗成本与传统的煤炭蒸汽加热高不了多少。
瓦线电磁加热流程:
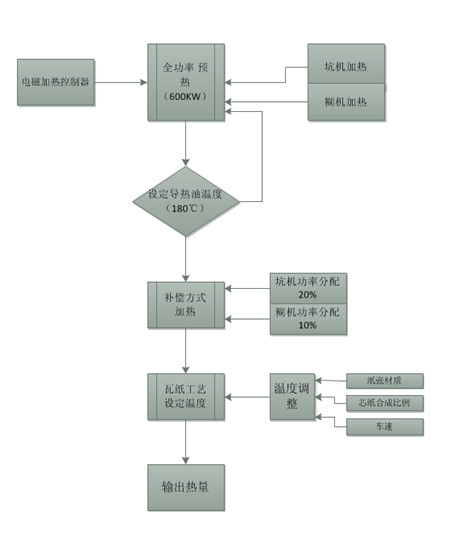
图1 瓦线电磁加热流程
传统的蒸汽加热在结构上采用预热缸加热高压蒸汽循环加热,热量分布均匀。如采用电磁加热必须采用合理的配置。由于加热方式的不同,对于传统的蒸汽加热结构上必须改造,可以采用导热油的加热方式。瓦楞辊加热可配置有热流导孔的瓦楞辊(参照图2),导热油经由热流泵注入流道孔循环加热不断地补充热量来达到温度稳定。对于预热缸,改成50mm厚度120度弧面的弧形容器(参照图3、图4),线圈直接安装在容器底部,容器里的导热油用于储存热量,以保持热量在不断的消耗中的缓存,保持所经过其上的瓦纸温度的稳定。这样以来,采用电磁加热会带来比传统蒸汽加热更好的温度适应性和稳定性,能更好地提高瓦楞线瓦纸的生产质量。
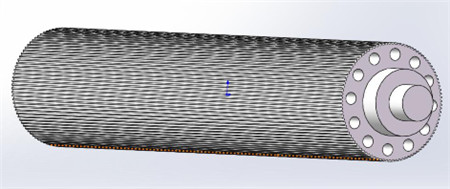
图2.热流道导热瓦楞辊
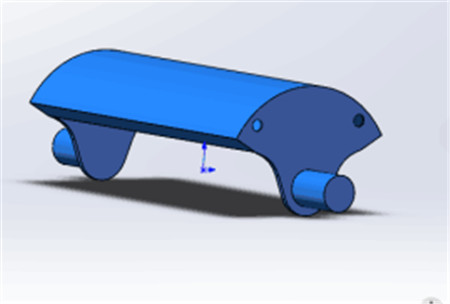
图3.弧形电磁预热板
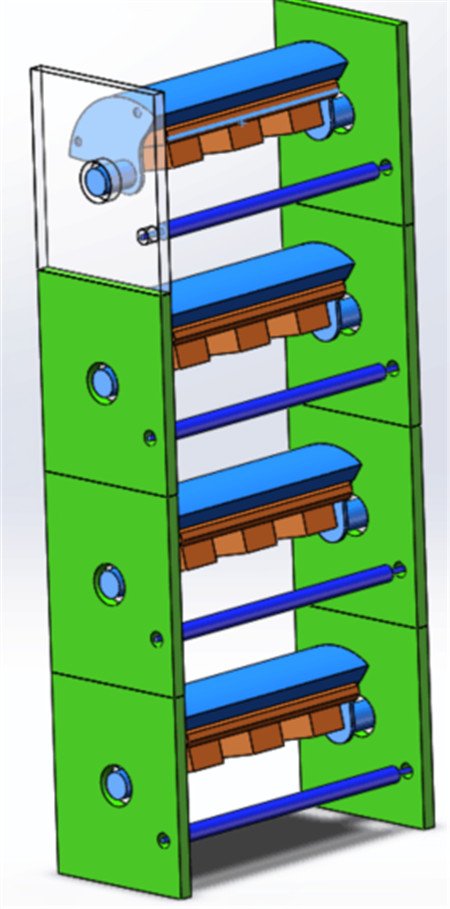
图4.七层线瓦纸电磁预热板
采用瓦线电磁加热方案相对于传统的锅炉蒸汽加热更环保节能,更适易于实现瓦线高度自动化集成。目前我公司关于瓦楞纸板线电磁加热方案由资深技术团队 共同研发制定而成。加热控制方案严谨细致,结合了瓦线的工艺特点,充分地考虑纸板工艺品质要求。电磁加热控制器由自身研发,利用变频节能的原理进行实时温度控制。在瓦线生产前期预热采用全功率投入,瓦线正常开机后采用分段式补偿加热方式控制。在实时温度控制上,采用了全闭环的控制方式。加热时间短,提供热量能根据车速的不同及时自动调整 ,温度反应及时,完全能保证纸板工艺所需的热量要求。同时也提供了工业网络通信接口,方便与瓦线的其它自动化设备集成。
申明 :我公司已对此方案申请专利,受法律保护,请勿抄袭。否则我公司保留对侵权者追究法律责任的权利。